
精密钢管 10号精密钢管厂家工艺先进视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:山西阳泉精密钢管 10号精密钢管厂家工艺先进的图文介绍
钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。 生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。


精密钢管的单位为N/mm2(MPa)。 上精密钢管(σsu):试样发生屈服而力首次下降前的 应力; 下精密钢管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。硬度指标 :金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。



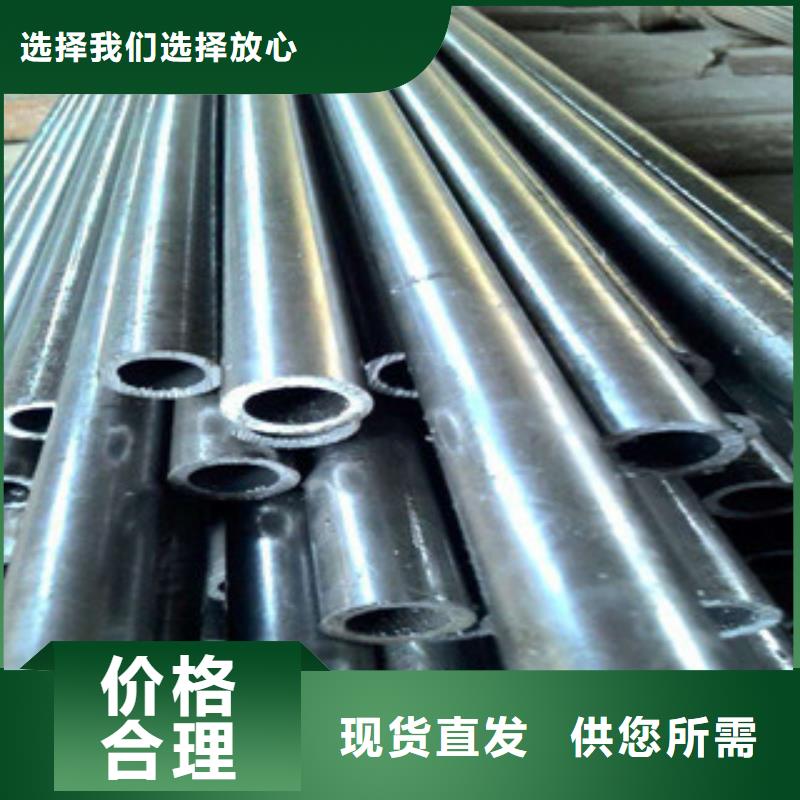
精密管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。常用材质:精密管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精密管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精密管从某种意义上来说是一种良好的钢材类型。



江泰钢材(阳泉市分公司)拥有经验丰富的 铅板生产研发团队、国内外营销团队、工程项目投标团队和售后服务团队,致力于为客户提供 铅板产品和服务。自成立起,便秉承着用心做 铅板产品,用心做服务的的理念;多年来,荣获山西阳泉质量诚信示范企业;山西阳泉质量诚信典型企业;山西阳泉质量检验稳定合格产品;山西阳泉 铅板产品和服务质量诚信示范企业;得到社会各界和广大用户的认可和赞誉。


采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。


