



联系我们

当前位置:
[内蒙古]恒永兴金属材料销售
有限公司 >内蒙古当地行业新闻News
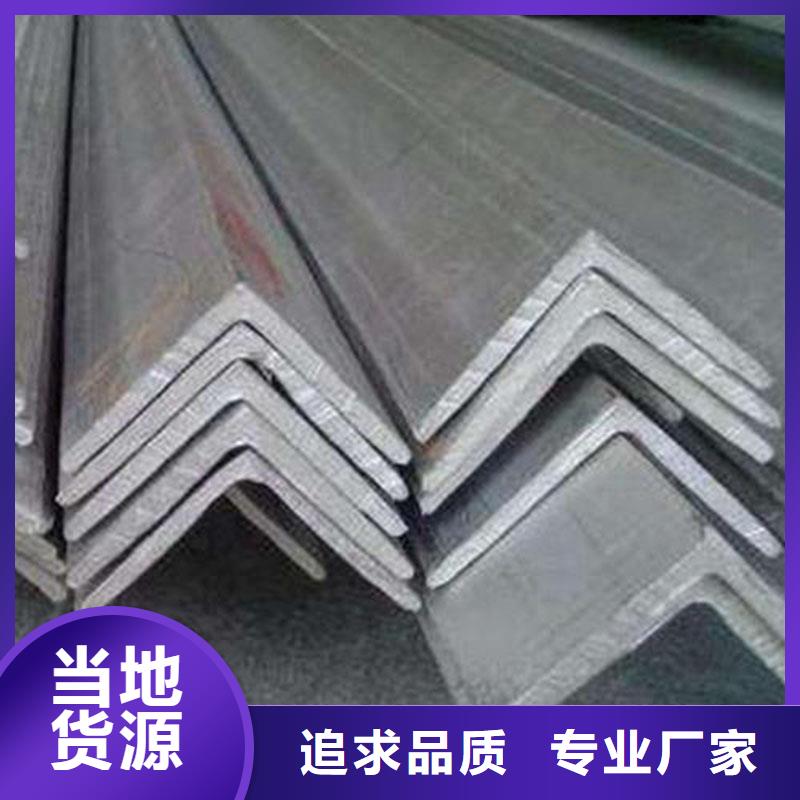
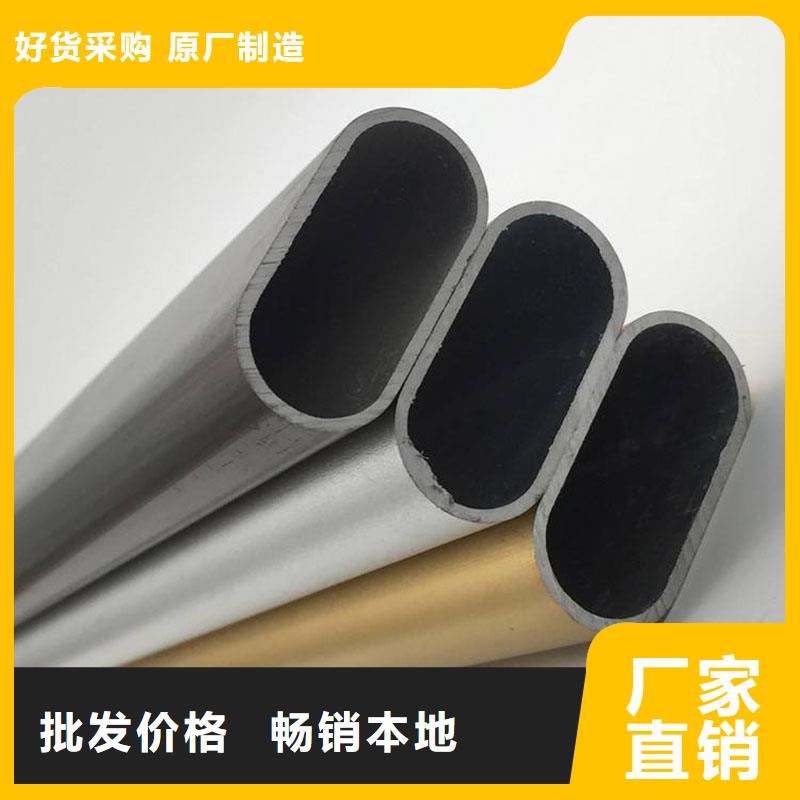
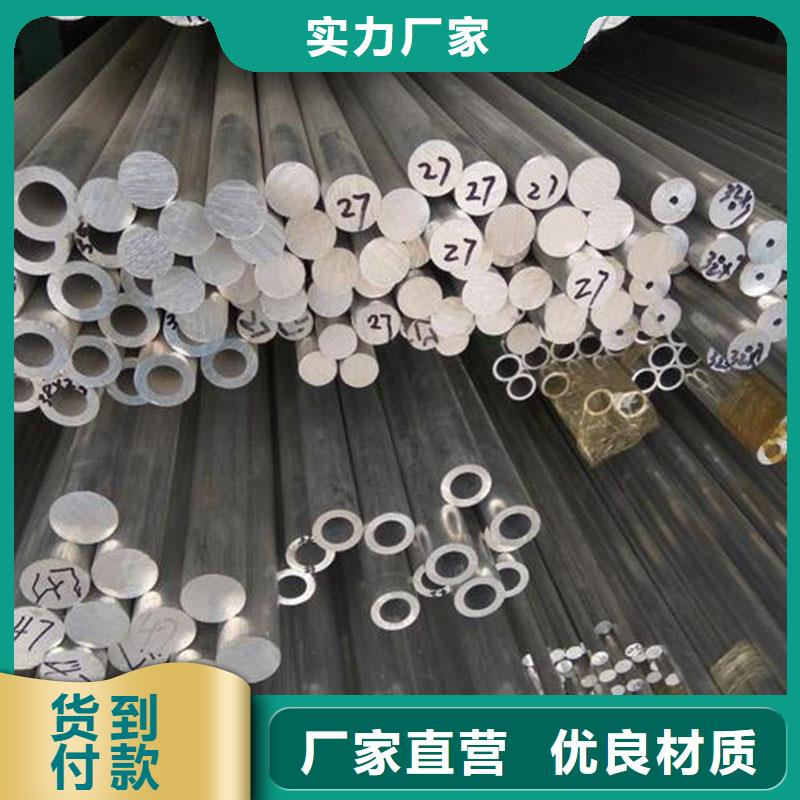
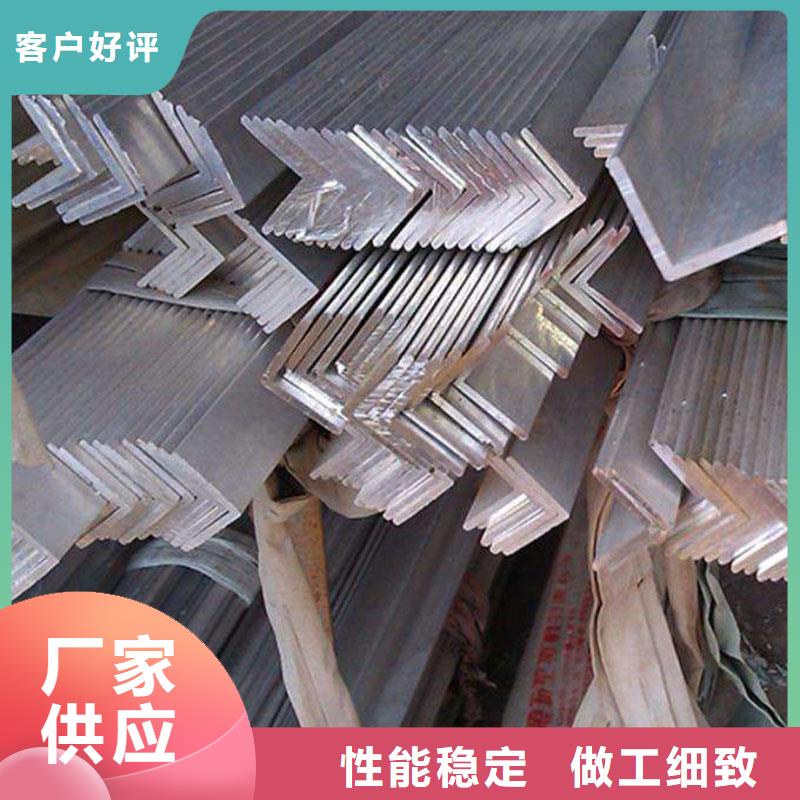
铝合金型材结构管厂家专注细节专注品质
发布时间:2024-09-17 03:49:34 浏览次数:1 公司名称:[内蒙古]恒永兴金属材料销售 有限公司
以下是:铝合金型材结构管厂家专注细节专注品质的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 28 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 恒永兴 |
| 规格 | 齐全 |
| 价格 | 电议 |
以下是:铝合金型材结构管厂家专注细节专注品质的图文视频

铝合金型材结构管厂家专注细节专注品质,内蒙古恒永兴金属材料销售
有限公司为您提供铝合金型材结构管厂家专注细节专注品质的资讯,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,发货地:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到内蒙古 呼和浩特市、包头市、乌海市、赤峰市、通辽市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市。 内蒙古自治区 1206年,成吉思汗建立蒙古汗国。20世纪20年代,内蒙古各族人民在中国共产党领导下,积极投身反封建反侵略斗争。1947年5月1日,内蒙古自治政府在王爷庙成立。中华人民共和国成立后,内蒙古自治政府改名为内蒙古自治区人民政府。
不要满足于简单的文字描述,点击我们的铝合金型材结构管厂家专注细节专注品质产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:铝合金型材结构管厂家专注细节专注品质的图文介绍

铝合金是世界上应用zui为广泛的合金材料之一,除了铝合金门窗外,zui常见铝合金非铝合金轮毂莫属。人人都喜欢铝合金轮毂,但是知道铝合金轮毂来由的人却是少之又少,所以今天我们就来简单说一下铝合金轮毂的起源。铝合金轮毂以其质量轻、散热快、减震性能好可靠,外观漂亮等优点深得人们喜爱。而赛车运动所需要的正是要具备这些的特质的轮毂,因此早在1920年,赛车设计师哈利米勒(harry a.miller)就萌生了制作铝合金轮毂的想法,并为此申请了概念 。可惜的是由于种种原因,他并未制作任何铝合金轮毂。但是,布加迪汽车的创始人埃托雷布加迪(ettore bugatti)十分中意这一创意,并于1924年在莫尔塞姆的铸造厂成功地用自己设计的模具铸造了铝轮、辐条以及刹车鼓,并将其安装在布加迪Type 35上。一般来说,簧下质量越低,惯性矩越小,操纵性也就越好。铝合金刚好具有质量较轻的特质,这也就使得安装铝合金轮毂的布加迪Type 35在操纵方面十分得心应手。对于早期长达几小时甚至几天的赛车比赛来说,铝合金轮毂无疑是给车手叠了一层“buff”,这也是布加迪能能够在1925年至1930年间统治世界赛道的原因之一。不过,铝合金轮毂的首次实战就没有这么顺利了。在1924年8月3日的里昂大奖赛上,布加迪将铝合金轮毂安装在参加比赛的Type 35赛车上,该轮毂由8个扁平辐条,一个可移动的轮缘和一个集成的制动鼓构成。埃托雷·布加迪称这款铝合金轮毂为一款精美的雕塑艺术品,一次艺术与技术的完美融合。往往打脸就是来得这么快。当日大奖赛上,所有安装铝合金轮毂的布加迪Type 35赛车都没有完成比赛。原因是赛车使用的轮胎并没有采用正确地硫化处理,导致了胎面在高速运动中飞了出去。但问题是出在轮胎上,对于铝合金的轮毂影响不大,所以埃托雷布加迪依旧对自己的轮毂创新充满心。在接下来的几年里,埃托雷布加迪制造了七种不同类型的铝合金轮毂,还分别为Type 35、Type 39型和Type 51赛车设计了三种不同的刹车系统。一般来说,车轮的空气流动性越好,涡流越低,对于车轮的设计就越严苛复杂。而同样的,对于空气动力学要求严格的赛车对于制动器的散热要求同等严苛。在高负荷的赛车运动中,制动器产生的热量必须迅速且充分地消散,而扁平化与开放式的轮毂设计刚好可以满足这一点。为此,埃托雷布加迪开始不断改进铝合金轮毂的造型,并顺手注册了“关于与冷却盘的车轮有关的改进”“弹性车轮与径向和轴向弹簧轮辋相对于车轮中心”等 。值得一提的是,这些与铝合金轮毂有关的 只不过是他个人所拥有的500项 中的寥寥一笔。也就从此时起,多辐条轮毂成为了布加迪的标志性特征。后来,布加迪的工程师则是将轮毂造型改为多辐条Y型布局,这种布局更加稳定,能承受的压力也更大。到了现在,铝合金轮毂的普及度已经不用多说了。想成为一家立足于世界的车企,着眼于未来必不可少,很显然,布加迪做到了,布加迪成功地把铝合金轮毂带向了世界。


电泳工业铝型材黄变现象的原因总结出以下几点:电泳涂漆本身;氧化导电不良;电泳前水洗不彻底;固化过度;氧化槽液被硝酸污染。1.氧化时工业铝型材导电不良引起的黄变现象:工业铝型材与导电杆接触不良,接点处的电阻就会大增,型材端头就会发热,氧化膜生成过快并伴有烧灼现象,甚至出现氧化膜的粉化。这时的氧化膜有些浑浊,颜色出现黄变,如果再进行电泳生产就会出现非常明显的黄变现象。这种黄变现象一般情况下一排里只有几支,并且基本上都是出现在型材的端头。因此,一定要采取措施来保证工业铝型材与导电杆接触良好。2.电泳前水洗不彻底引起的黄变现象:氧化膜是蜂窝状的,其多孔状的结构就决定了氧化膜孔中会残留硫酸。众所周知,用来电泳的型材如果水洗不彻底,就很有可能出现黄变现象。对于这种黄变现象,一般都认为是氧化膜孔里的酸根与电泳漆反应从而使电泳漆膜发生的黄变,其实这种黄变不是漆膜发生的黄变,而是氧化膜的黄变。正常的氧化膜是清澈、透明的,如果氧化膜孔里残留较多的硫酸根,高温情况下,氧化膜就会与硫酸根发生反应,从而使清澈、透明的氧化膜变得浑浊,透明性下降;同时再加上电泳漆膜的高透明性,对光线的高反射性,从而使这种缺陷得到进一步放大,就形成所说的黄变。因此,电泳前的几道水洗非常关键,不仅要保证水洗水质,还要保证水洗温度和水洗时间。3.氧化槽液被硝酸污染而引起的黄变现象:为了达到较好的除灰效果,在中和槽里添加一定比例的硝酸本无可厚非,但是如果中和后水洗控制不好,硝酸就会被带到氧化槽,工业铝型材氧化槽里的硝酸根达到一定浓度时,就会对氧化造成一定的影响,甚至引起电泳型材的黄变。氧化过程中,进入氧化膜孔中的硝酸根会对氧化膜起到刻蚀作用,腐蚀氧化膜的阻挡层,使氧化膜孔变深,进而改变膜孔的结构。这种腐蚀对氧化膜产生两种影响:1、氧化膜的阻挡层变薄,与铝基体接合的紧密性变差,进而造成氧化膜的附着力降低。2、在正常水洗条件下,很难把膜孔中的硫酸根除去。这种条件下所生产的电泳型材同样会有黄变现象。怎样来避免这种黄变现象呢?在烫洗槽前的纯水槽中添加中和剂,调PH值8~9.5,水洗2~3分钟,用胺根中和氧化膜孔中的硫酸根,再进行电泳生产,就不会出现黄变现象了。4.固化过度引起的黄变现象:目前市场上所使用电泳漆基本都是在180℃X30min条件下烘烤固化的。在正常条件下,漆膜基本上不会发生黄变。但是有的铝型材生产厂家固化炉温度很不均匀,局部温度甚至相差30℃以上;有的厂家固化炉的温控系统差,实际温度与显示温度相差太大,质量较差的电泳漆在这种条件下黄变现象非常明显,甚至像着了色似的。质量好的电泳漆对这种极端条件的承受能力比较强,有的电泳漆即使在230℃的条件下烘烤,也不会发生黄变现象。为了防止黄变的产生,炉温的均匀性、温控系统的灵敏性是必需的,使用质量好的电泳漆也是必要的。5.电泳漆本身引起的黄变现象:阳极电泳漆主要是由丙烯酸树脂和胺基树脂组成的。电泳型材在烘烤过程中,树脂发生交联反应,生成平整、透明的涂膜。但是有些电泳漆厂家由于生产工艺的不成熟,或者是为了降低成本使用质量较差的化工原料,从而导致其固化范围比较窄。烘烤稍有不足,漆膜硬度不够;烘烤稍稍过了头,漆膜就会发生黄变,给生产管理带来一定的困难。所以建议大家还是选用产品质量稳定、有一定知名度的涂料供应商。




铝型材散热器生产工艺:首先贴膜不能直接贴在铬化层上,否则会影响膜的附着力;其次,贴膜后要及时喷涂不能停放时间过长,否则容易导致贴膜脱落,严重时还要重新贴膜;再次是撕膜时要控制流平时间,不能贴膜后马上撕膜,这样会对产品质量带来一定的影响;*后是两种颜色的喷涂顺序要根据具体情况确定,既要考虑到两次固化,又要考虑到遮盖效果。贴膜质量控制:散热器铝型材质量控制中贴膜质量很重要,若贴不好,会导致喷涂困难,如贴膜的张力不大、压紧程度要控制好;对形状复杂的部位要分开贴膜,贴膜后要检查贴膜是否贴牢。否则将会给喷涂带来麻烦。影响喷涂质量。公司生产的铝型材产品均由专业的技术人员严格把关,并拥有专业的生产设备,保证质量问题,客户可放心选购我厂产品。铝型材散热器的贴膜材质:首先要对贴膜材质合理选择,根据散热器铝型材产品的要求、表面处理方式,选择相应的贴膜,同是还要考虑贴膜上的胶对铝型材表面质量的影响。
缩孔是铝合金压铸件常见的内部缺陷,常出现在产品壁厚较大或者易形成热点的位置。一般来讲,只要缩孔不影响产品的使用性能,都以合格的方式来判定。然而,对于一些重要部位,如汽车发动机汽缸体的冷却水道孔或润滑油道孔,出现缩孔是不允许判定合格的。
某企业的一款铝合金制发动机曲轴箱,采用布勒28000kN冷室压铸机铸造,材质为ADC12合金,成分见表1。铸件毛坯质量为6.3 kg,后工序进行X射线探伤时发现第二个曲轴轴承孔油道出现缩孔,离油道约8 mm,存在较大的漏油风险。据统计,2017年该位置的缩孔报废率为5%,经过一系列的探索,成功地将废品率降低为0.2%。本课题从铝合金压铸件缩孔的形成机理[1-5]和铸造条件两方面出发,分析铸件产生缩孔的原因,寻求改善措施,以期为日后解决铝合金压铸件缩孔问题提供参考。一、铝合金压铸件缩孔形成机理及形态--缩孔形成机理:导致铝合金压铸件缩孔的原因较多,追溯其本源,主要是铝合金从液相向固相转变过程中铝液补缩不足而导致。常见的缩孔原因有:①模温梯度不合理,导致铝液局部收缩不一致。②铝液浇注量偏少,导致料饼薄,增压阶段补压不足。③模具存在热结或尖锐区域。④模具的内浇口宽度不够,面积较小,导致铸件过早凝固,增压阶段压力传递受阻、铝液无法补缩。⑤铸造压力设置过低,补缩效果较差。图1为铝合金铸件缩孔形成的示意图。铸件缩孔形态:缩孔是一种铝合金压铸件乃至铸件常见的内部缺陷,常出现在产品壁厚较大、模具尖角和模温温差较大等区域。图2为某款发动机曲轴箱缩孔形态,缩孔呈似椭圆状,距离轴承油道孔约10 mm,内壁粗糙,无光泽。缩孔区域铸件壁厚较大,约为22 mm;油道孔销子前端无冷却水,模温较高。汽车发动机曲轴的两大轴颈(主轴颈和连杆轴颈)工作载荷较大,磨损严重,工作时必须进行压力润滑。在此情况下,轴颈的油道孔附近若存在缩孔,将会严重影响润滑效果。二、缩孔相关对策:铝合金压铸件产生铸造缺陷的原因有产品本身的结构特征、模具设计得浇注系统及冷却系统设计不合理、工艺参数设计不合理等原因[1~4]。根据常见的铸造缺陷原因以及铝合金铸件缺陷处理流程,探索解决铝合金压铸件厚大部位缩孔的相应对策。前期分析及对策:铸件缩孔的前期分析从容易操作的工艺参数出发,通过现场测量及观察,测得模具内浇口厚度为4 mm,计算的内浇口速度为40 m/s,产品壁厚*薄处为4.6 mm;料饼厚度为25 mm;铸造压力为60MPa。由经验可知,模具设计符合产品的结构特征,模具浇注系统应该不存在增压阶段补缩不足的问题。但是,增压阶段的铝液补缩与料饼厚度和增压压力有直接的关系,合适的料饼厚度与铸造压力才能形成内部组 织致密的铸件,因此,可以怀疑缩孔是由铸造压力偏低和料饼偏薄而导致的。前期铸件缩孔的对策分为两个:①铸造压力由之前的65MPa提高至90MPa;②料饼厚度有原来的25 mm调整为30 mm。采用上述措施后,经过小批量专流验证,缩孔率由5%减低为4.8%,效果不明显,说明工艺参数不是引起铸件缩孔的主因。中期分析及对策:由于引起铸件缩孔的本质原因是铝液凝固时补缩不足而导致,而模具温度分布不均容易导致铝液凝固顺序不合理,从而补缩不足,因此,中期对策分析主要从确保合理的模具温度入手。由产品3D模型可知,铸件缩孔处壁厚为22.6mm,壁厚较大,容易引起较高的模具温度。铝液凝固时,壁厚较大铸件内部铝液由于温度较高,尚处于液相或者固液混合相,而此时内浇口进行补缩的通道可能已经凝固。这样,在增压阶段铸件无法进行铝液补缩,从而有形成缩孔的可能。为确保合适的模具温度,采用热成像仪测得脱模剂喷涂后模具*高温度为272℃(见图3),高于正常的模具喷涂后温度,其他区域模具温度及其分布整体正常。因此,需要降低缩孔处模温。另外,测得此处冷却水孔底部距离模具型腔表面距离较大为20 mm,因为较大的热传递距离会降低模具的冷却效果,所以需要对冷却水孔进行更改。为降低缩孔处模具温度,主要采取3个方法:①改善模具冷却系统。将缩孔附件的冷却水孔深度加深,由距模具表面20 mm变成12 mm,以此快速带走附近模具热量,降低模温;将所有模具冷却水管与水管统一编号,一一对应,防止模具保全时装错,影响冷却效果[5,6]。②降低浇注温度,由675℃变为645℃。③延长缩孔处模具喷涂时间,由2 s变成3 s。实施上述整改措施后,缩孔区域模具喷涂后温度大幅度降低,约为200℃,属于正常范围。缩孔率有4.8%降低到4%,说明此类措施对缩孔具有一定效果,但不能彻底解决此区域的缩孔问题。后期分析及对策:通过前面两次改善,基本保证压铸模具处于理论上的合理状态,即浇注系统设计合理、冷却系统布置合适,工艺参数设计*优。然而,铸件缩孔率仍有4%之多。铸件缩孔处壁厚为22.6 mm,远大于其他部位的壁厚,较大的壁厚可能引起铸件中心凝固时补缩不足,增压结束后此区域还没有完全凝固,继续收缩产生缩孔[7~10],模流分析见图4。因此,如何解决铸件缩孔处的补缩不足,也许才是问题的关键。一般来讲,铸件的补缩时通过料饼→浇道→内浇口→铸件这条路径进行的。由于铸件厚大部位后于内浇口凝固,切断了增压后期的补缩通道,因此无法补缩。
缩孔是铝合金压铸件常见的内部缺陷,常出现在产品壁厚较大或者易形成热点的位置。一般来讲,只要缩孔不影响产品的使用性能,都以合格的方式来判定。然而,对于一些重要部位,如汽车发动机汽缸体的冷却水道孔或润滑油道孔,出现缩孔是不允许判定合格的。
某企业的一款铝合金制发动机曲轴箱,采用布勒28000kN冷室压铸机铸造,材质为ADC12合金,成分见表1。铸件毛坯质量为6.3 kg,后工序进行X射线探伤时发现第二个曲轴轴承孔油道出现缩孔,离油道约8 mm,存在较大的漏油风险。据统计,2017年该位置的缩孔报废率为5%,经过一系列的探索,成功地将废品率降低为0.2%。本课题从铝合金压铸件缩孔的形成机理[1-5]和铸造条件两方面出发,分析铸件产生缩孔的原因,寻求改善措施,以期为日后解决铝合金压铸件缩孔问题提供参考。一、铝合金压铸件缩孔形成机理及形态--缩孔形成机理:导致铝合金压铸件缩孔的原因较多,追溯其本源,主要是铝合金从液相向固相转变过程中铝液补缩不足而导致。常见的缩孔原因有:①模温梯度不合理,导致铝液局部收缩不一致。②铝液浇注量偏少,导致料饼薄,增压阶段补压不足。③模具存在热结或尖锐区域。④模具的内浇口宽度不够,面积较小,导致铸件过早凝固,增压阶段压力传递受阻、铝液无法补缩。⑤铸造压力设置过低,补缩效果较差。图1为铝合金铸件缩孔形成的示意图。铸件缩孔形态:缩孔是一种铝合金压铸件乃至铸件常见的内部缺陷,常出现在产品壁厚较大、模具尖角和模温温差较大等区域。图2为某款发动机曲轴箱缩孔形态,缩孔呈似椭圆状,距离轴承油道孔约10 mm,内壁粗糙,无光泽。缩孔区域铸件壁厚较大,约为22 mm;油道孔销子前端无冷却水,模温较高。汽车发动机曲轴的两大轴颈(主轴颈和连杆轴颈)工作载荷较大,磨损严重,工作时必须进行压力润滑。在此情况下,轴颈的油道孔附近若存在缩孔,将会严重影响润滑效果。二、缩孔相关对策:铝合金压铸件产生铸造缺陷的原因有产品本身的结构特征、模具设计得浇注系统及冷却系统设计不合理、工艺参数设计不合理等原因[1~4]。根据常见的铸造缺陷原因以及铝合金铸件缺陷处理流程,探索解决铝合金压铸件厚大部位缩孔的相应对策。前期分析及对策:铸件缩孔的前期分析从容易操作的工艺参数出发,通过现场测量及观察,测得模具内浇口厚度为4 mm,计算的内浇口速度为40 m/s,产品壁厚*薄处为4.6 mm;料饼厚度为25 mm;铸造压力为60MPa。由经验可知,模具设计符合产品的结构特征,模具浇注系统应该不存在增压阶段补缩不足的问题。但是,增压阶段的铝液补缩与料饼厚度和增压压力有直接的关系,合适的料饼厚度与铸造压力才能形成内部组 织致密的铸件,因此,可以怀疑缩孔是由铸造压力偏低和料饼偏薄而导致的。前期铸件缩孔的对策分为两个:①铸造压力由之前的65MPa提高至90MPa;②料饼厚度有原来的25 mm调整为30 mm。采用上述措施后,经过小批量专流验证,缩孔率由5%减低为4.8%,效果不明显,说明工艺参数不是引起铸件缩孔的主因。中期分析及对策:由于引起铸件缩孔的本质原因是铝液凝固时补缩不足而导致,而模具温度分布不均容易导致铝液凝固顺序不合理,从而补缩不足,因此,中期对策分析主要从确保合理的模具温度入手。由产品3D模型可知,铸件缩孔处壁厚为22.6mm,壁厚较大,容易引起较高的模具温度。铝液凝固时,壁厚较大铸件内部铝液由于温度较高,尚处于液相或者固液混合相,而此时内浇口进行补缩的通道可能已经凝固。这样,在增压阶段铸件无法进行铝液补缩,从而有形成缩孔的可能。为确保合适的模具温度,采用热成像仪测得脱模剂喷涂后模具*高温度为272℃(见图3),高于正常的模具喷涂后温度,其他区域模具温度及其分布整体正常。因此,需要降低缩孔处模温。另外,测得此处冷却水孔底部距离模具型腔表面距离较大为20 mm,因为较大的热传递距离会降低模具的冷却效果,所以需要对冷却水孔进行更改。为降低缩孔处模具温度,主要采取3个方法:①改善模具冷却系统。将缩孔附件的冷却水孔深度加深,由距模具表面20 mm变成12 mm,以此快速带走附近模具热量,降低模温;将所有模具冷却水管与水管统一编号,一一对应,防止模具保全时装错,影响冷却效果[5,6]。②降低浇注温度,由675℃变为645℃。③延长缩孔处模具喷涂时间,由2 s变成3 s。实施上述整改措施后,缩孔区域模具喷涂后温度大幅度降低,约为200℃,属于正常范围。缩孔率有4.8%降低到4%,说明此类措施对缩孔具有一定效果,但不能彻底解决此区域的缩孔问题。后期分析及对策:通过前面两次改善,基本保证压铸模具处于理论上的合理状态,即浇注系统设计合理、冷却系统布置合适,工艺参数设计*优。然而,铸件缩孔率仍有4%之多。铸件缩孔处壁厚为22.6 mm,远大于其他部位的壁厚,较大的壁厚可能引起铸件中心凝固时补缩不足,增压结束后此区域还没有完全凝固,继续收缩产生缩孔[7~10],模流分析见图4。因此,如何解决铸件缩孔处的补缩不足,也许才是问题的关键。一般来讲,铸件的补缩时通过料饼→浇道→内浇口→铸件这条路径进行的。由于铸件厚大部位后于内浇口凝固,切断了增压后期的补缩通道,因此无法补缩。

内蒙古恒永兴金属材料销售 有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产 电力用管产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的 电力用管和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。


铝合金型材结构管厂家专注细节专注品质,内蒙古恒永兴金属材料销售
有限公司为您提供铝合金型材结构管厂家专注细节专注品质产品案例,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,发货地:北辰区双街镇京津路西(北方实业发展有限公司内)。