

想了解我们的不锈钢碳素钢复合管发货及时专注细节专注品质产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:云南丽江不锈钢碳素钢复合管发货及时专注细节专注品质的图文介绍

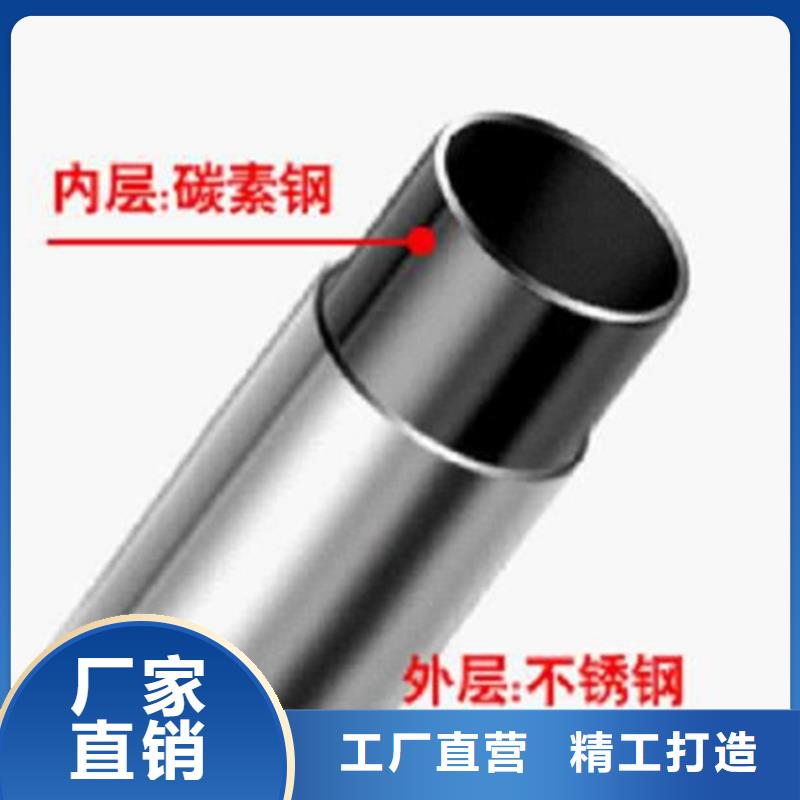
不锈钢复合管/碳素钢复合管是一种新型复合材料,它是由不锈钢带与碳素钢带分别成形、焊接、定径,并使不锈钢带包复在碳素钢管外表面处,使两种材质的钢管形成一个完整、紧密、包复、无间隙的双层钢管,外层不锈钢作为装饰保护层,抗腐蚀能力强,洁净、光亮,内层碳素钢管作为承外载荷的主体。不锈钢复合管是一般由先进的引进设备、先进的工艺、电脑控制的自动化生产线生产,产品质量,生产效率高,成本低,具有外表豪华、美观、防腐蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替代产品,适用于建筑、装饰等行业。随着人们对不锈钢复合管的应用增多,使用范围扩大,其价格仅为不锈钢管的一半左右,随之应用不锈钢复合管的要求也日益增强。特别是当今各大城市的跨世纪工程城市护拦、光亮工程、路灯灯杆、高架路桥和立交桥、高速公路护拦拦杆、过街彩虹、广告牌架、车站站棚和车船行业、器械、钢制家俱等领域,都大量采用不锈钢复合管。


聊城正久金属制品有限公司对于不锈钢复合管的生产方法做一下介绍:离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
复合管的离心铸造+热挤压(热挤压+冷轧)法:“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。
复合管的离心铸造+热挤压(热挤压+冷轧)法:“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。



鑫金属材料(丽江市分公司)地处纬二路21号,地理位置优越,此处交通便利,本公司专业生产 河堤护栏。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。


不锈钢复合管怎么焊接?焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。



