


我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让不锈钢焊管不锈钢型材制造生产销售自己向您展示它的卓越品质和出色性能。
以下是:不锈钢焊管不锈钢型材制造生产销售的图文介绍
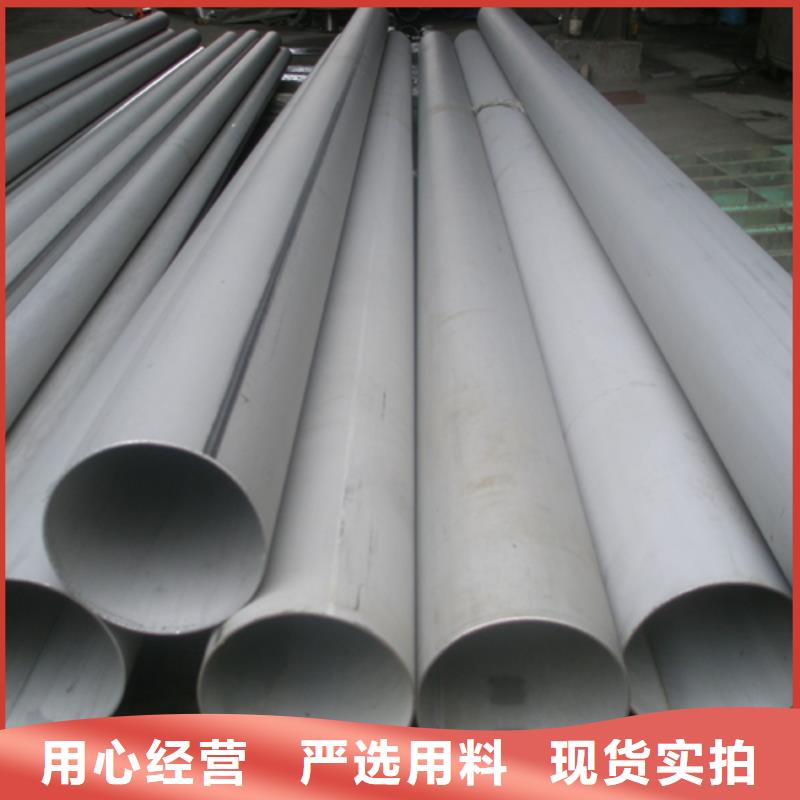
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,奥?体不锈钢焊管的缺陷有哪些?
奥?体不锈钢焊管存在着?些缺陷问题,主要是晶间腐蚀问题:当温度升?到450℃~800℃时,会从饱和的奥?体中严晶界产?贫铬区。
奥?体不锈钢管的缺陷,当析出时间不太长时,由于铬的扩散速度较慢,贫铬区得不到恢复,使晶界附件的铬含量低于11.7%,因?耐蚀性能下降。原?特点决定材料特性,从构成钢的铁原?排列特点,可以了解钢铁的特性,铁的原?构成简单,在原?核的外层有两个电?;铁原?排列紧凑,原?和原?之间距离很近;外层电?围绕所有的铁原??由运动,将铁原?更紧地连在?起。因为原?距离较近,吸引?极?,所以钢的强度很?;外层电?的?由状态,使铁有良好的导电性能。不能热处理强化:这类不锈钢管经固溶处理后强度很低,为了提?其强度可以进?冷变形,剧烈的冷变形能使钢的强度??提?。这是由于加?硬化和形变诱发马?体转变所致,但塑性和抗蚀性降低。
切削加?性很差:这类不锈钢焊管加?硬化现象很严重,使切削强度增加。奥?体不锈钢管的缺陷,另外热导率很低,使?具温度迅速升?。?且韧性很?,使切削不易剥离,从?缩短了?具寿命,增加了加??时,降低了零件表?的光洁度。
奥?体不锈钢焊管?学性能特点:奥?体不锈钢管的组织结构决定了其?学性能的特点是强度较低?塑性和韧性较?。在我国不锈钢管标准中,给定的奥?体不锈钢管抗拉强度?般为480~520?/平?毫?;个别的还有400?/平?毫?。奥?体不锈钢管的缺陷,按标准,奥?体不锈钢锻材、轧材没给出冲击试验值,实际上,奥?体不锈钢固溶化热处理后的冲击功可达120焦?或更?。奥?体不锈钢的?学性能不能通过热处理进?调整。
15年专注不锈钢焊管?产,我们有实战、有经验、有技术,为您提供优质不锈钢焊管


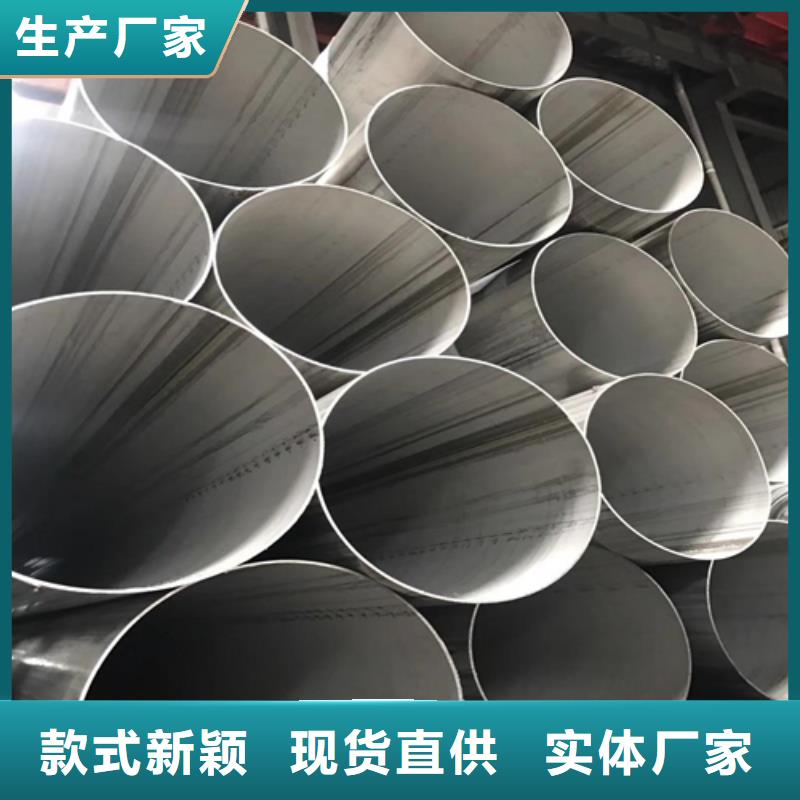
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管出现裂纹的原因及措施
裂纹是焊接结构中危险的?种缺陷,不但会使产品报废,甚?可能引起严重的事故。不锈钢焊管裂纹按其产?的温度和时间的不同可分为冷裂纹、热裂纹和再热裂纹;按其产?的部位不同可分为纵裂纹、横裂纹、焊根裂纹、弧坑裂纹、熔合线裂纹及热影响区裂纹等。
?、热裂纹
焊接过程中,焊缝和热影响区?属冷却到固相线附近的?温区间所产?的焊接裂纹称为热裂纹。它是?种不允许存在的危险焊接缺陷。根据焊管热裂纹产?的机理、温度区间和形态,热裂纹?可分成结晶裂纹、?温液化裂纹和?温低塑性裂纹。
产?原因:主要是熔池?属中的低熔点共晶物和杂质在结晶过程中,形成严重的晶内和晶间偏析,同时在焊接应?作?下.沿着晶界被拉开,形成热裂纹。热裂纹?般多发?在奥?体不锈钢、镍合?和铝合?中。低碳钢焊接时?般不易产?热裂纹,但随着钢的含碳量增?,热裂倾向也增?。
防?措施:严格地控制不锈钢焊接管及焊接材料的硫、磷等有害杂质的含量,降低热裂纹的敏感性;调节焊缝?属的化学成分,改善焊缝组织,细化晶粒,提?塑性,减少或分散偏析程度;采?碱性焊接材料,降低焊缝中杂质的含量,改善偏析程度;选择合适的焊接?艺参数,适当地提?焊缝成形系数,采?多层多道排焊法;断弧时采?与母材相同的引出板,或逐渐灭弧,并填满弧坑,避免在弧坑处产?热裂纹。




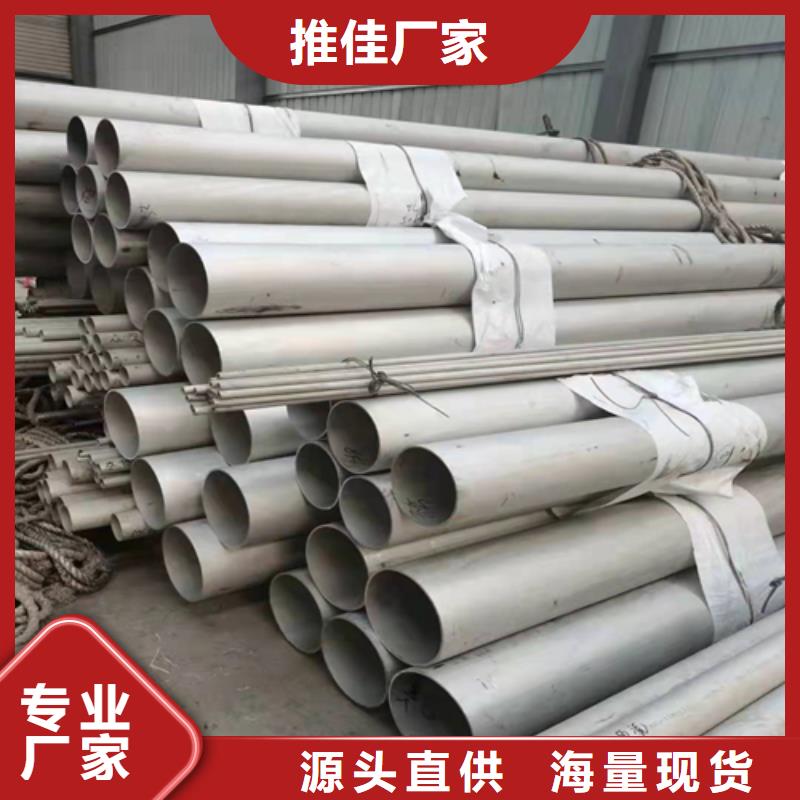
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。


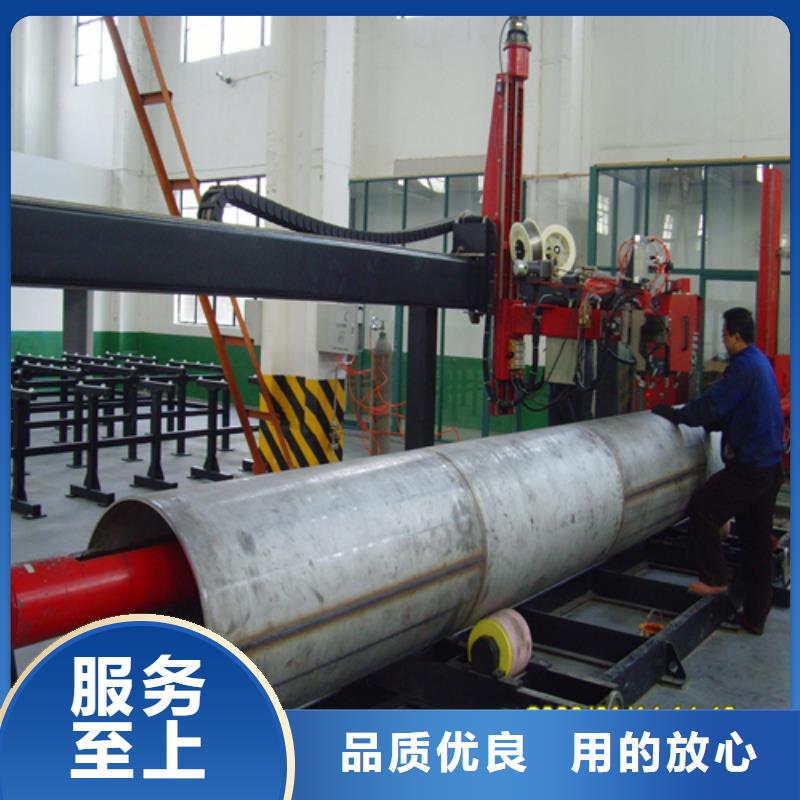
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。不锈钢焊管产能扩张情况
目前我国生产企业除了扩张装饰用管、工业焊管生产线外,一些高要求的化工机械用管、热交换器用U型管、换热器和冷凝器用管、输送用流体管、机械结构用管、盘管(仪表管)、卫生级管和尿素管及大口径厚壁不锈钢焊管项目也在不断地扩张,不锈钢焊管工业用管
材质:304,316L
执行标准:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径 Wt是壁厚





临沂松润金属材料有限公司一直坚持“恪 守信誉、以人为本”的经营理念,“科技创新、质量可靠”的管理信念,在国内外打下坚实的基础 ,努力成为临沂的 不锈钢波浪纹板专业厂家。
