





一分钟,了解产品的全部魅力!观看我们的PE燃气管mpp电力管源头厂家量大价优产品视频,为您的购买决策提供有力支持。
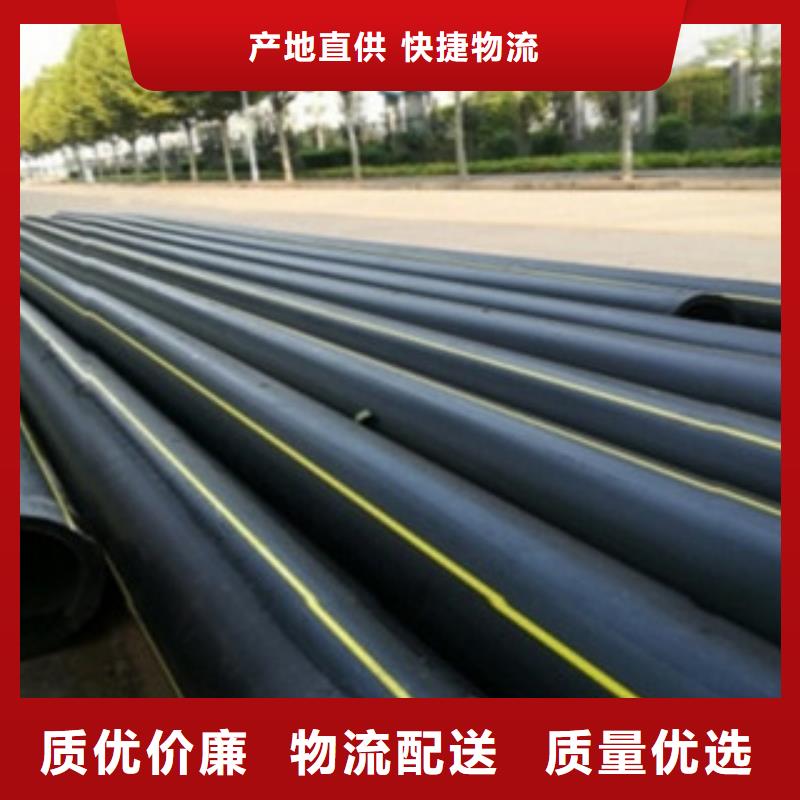
以下是:PE燃气管mpp电力管源头厂家量大价优的图文介绍


在抢修时,要特别注意防止静电的危害。别墅类住宅燃气管道工程施工时,如果能够根据现场实际状况进行设计变更后施工,可以减少部分管线改造。工程竣工后、供气前这段时间,燃气工程管理非常关键,明确建设单位、物业管理单位的管理责任,为供气提供保障。对于PE燃气管的抗震性能,业内人士的认识比较统PE燃气管具有独特的柔韧性和优良的耐刮伤能力,容易移动、弯曲和穿插,遇铺设路面沉降、错位也不容易断裂造成,抗震性能好。在1995年日本神户地震中,未造成大规模损坏的管道就是PE燃气管和PE燃气管。也正是因为包括PE燃气管的这种优点在内的诸多优点,使之在欧洲管道市场占有重要的位置,并成为美国十几年来各种塑料管道产品中应用量增长速度快的管道产品。
对于柔性接口的PVC类管材的抗震性能,部分消费者还存在一些认识方面的误区??误以为该产品的接头与其管材产品本身一样比较脆。但相关资料显示,柔性接口的塑料管材,其抗震性能也是比较明显的。与PE类管道中的钢丝网骨架塑料增强复合管一样,PVC类管材产品的改性产品??PVC-M管的抗震性能与PVC-U相比,有过之而无不及。而据专家介绍,除塑料管材外,部分金属管道产品和混凝土管的抗震性能也是比较突出的。金属管道产品中,离心球墨铸铁管由于其延伸性和抗震性能突出,在遇到地形发生变化时,安装后的球墨铸铁管可沿轴线偏转35度,在地震中的破损率非常低。根据相关行业协会提供的资料,预应力钢筒混凝土管(PCCP)的抗震性能也比较理想。
据介绍,PCCP管体为刚性管,而接头采用承插式,具有可挠性。所以,在整体上属柔性设计,这使其成为防震性能良好的管材之一。该资料显示,1999年9月21日,我国台湾发生7.大地震后,相关部门对这次地震中公共给水管设备的损害情况进行了调查,结果发现所有管线中,只有PCCP没有任何损害。在距离这次地震震中约10公里处,一条直径4米、长3公里的PCCP管线在这次地震中表现良好,基本没有受到损害。采用PE燃气管作为PE燃气管和埋地PE燃气管是 的选择,不会因为地震的危害,而引起更大的灾难。自我市开展农村生活污水治理以来,市治污办工作人员经常加班加点,为管道的选择做了许多工作,不仅从网上学习管道知识,到省里听取管道专家指导。
对于柔性接口的PVC类管材的抗震性能,部分消费者还存在一些认识方面的误区??误以为该产品的接头与其管材产品本身一样比较脆。但相关资料显示,柔性接口的塑料管材,其抗震性能也是比较明显的。与PE类管道中的钢丝网骨架塑料增强复合管一样,PVC类管材产品的改性产品??PVC-M管的抗震性能与PVC-U相比,有过之而无不及。而据专家介绍,除塑料管材外,部分金属管道产品和混凝土管的抗震性能也是比较突出的。金属管道产品中,离心球墨铸铁管由于其延伸性和抗震性能突出,在遇到地形发生变化时,安装后的球墨铸铁管可沿轴线偏转35度,在地震中的破损率非常低。根据相关行业协会提供的资料,预应力钢筒混凝土管(PCCP)的抗震性能也比较理想。
据介绍,PCCP管体为刚性管,而接头采用承插式,具有可挠性。所以,在整体上属柔性设计,这使其成为防震性能良好的管材之一。该资料显示,1999年9月21日,我国台湾发生7.大地震后,相关部门对这次地震中公共给水管设备的损害情况进行了调查,结果发现所有管线中,只有PCCP没有任何损害。在距离这次地震震中约10公里处,一条直径4米、长3公里的PCCP管线在这次地震中表现良好,基本没有受到损害。采用PE燃气管作为PE燃气管和埋地PE燃气管是 的选择,不会因为地震的危害,而引起更大的灾难。自我市开展农村生活污水治理以来,市治污办工作人员经常加班加点,为管道的选择做了许多工作,不仅从网上学习管道知识,到省里听取管道专家指导。



金华润星电力管材有限公司的诚信、实力和 电缆光纤保护管产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


金华润星电力管材有限公司是一家专业从事 电缆光纤保护管的企业。本公司拥有先进的 电缆光纤保护管生产设备;专业的技术人员和严格的质量标准、周到及时的售后团队。公司主要产品: 电缆光纤保护管。公司始终贯彻实施“市场导向、科技领先、以人为本、科学管理、优质服务”的经营管理方针和企业文化理念。我们将真诚、真心为您服务,提供优质的设计、制作、运输、安装、售后一条龙服务。 金华润星电力管材有限公司是您优质的选择,我们愿以优异的产品质量,良好的服务与您共创辉煌的明天。



使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
