



文字的描绘可能无法完全捕捉护栏桥梁防撞护栏质量上乘产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:护栏桥梁防撞护栏质量上乘的图文介绍
用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



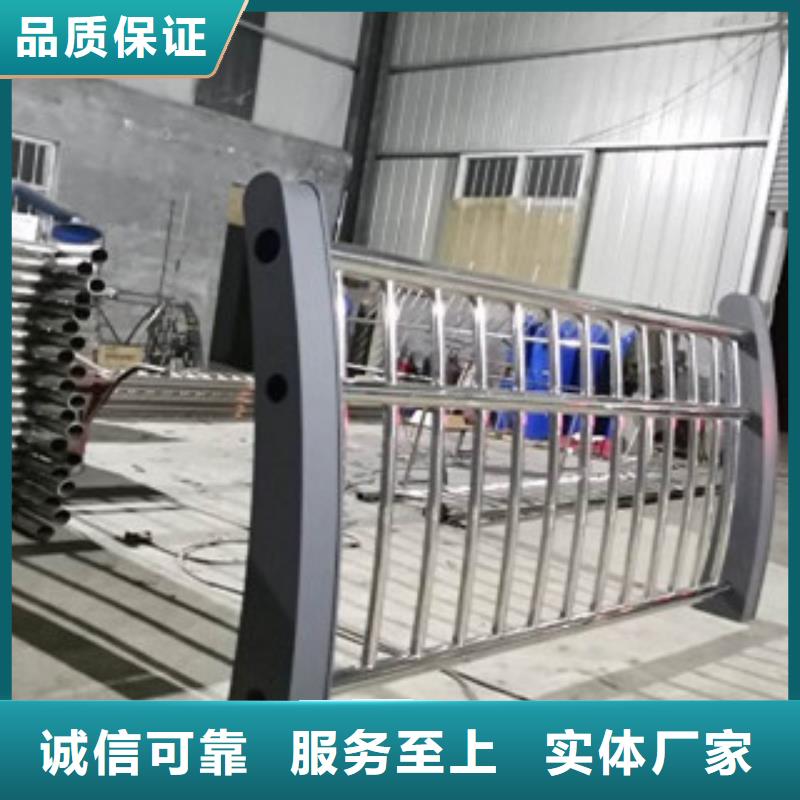
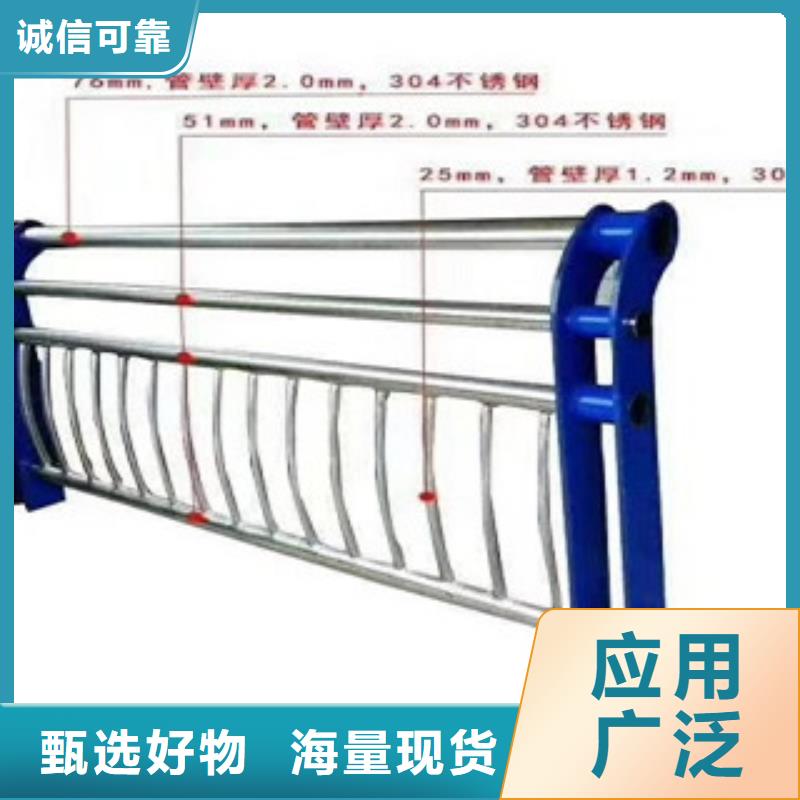
不锈钢栏杆护栏的壁厚规格、尺寸、形状应符合设计和施工要求,一般壁厚不小于1mm,以钢管为立柱时,壁厚不应少于2.0mm。木制扶手一般用硬杂木加工成规格成品,其树种、规格、形状按设计要求。木材本身应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12%。弯头材料一般采用扶手料。以45度断面相接。玻璃栏板的厚度应符合设计要求,一般栏杆不应少于12mm厚的钢化玻璃或夹胶玻璃,钢化玻璃应有进场复试报告。 众所周知,不锈钢护栏与立柱的成品表面会有一层非常明显的光泽和亮度,而不锈钢在出厂后由于工艺上的原因表面亮度达不到要求,所以在制作不锈钢护栏和楼梯扶手、立柱时需要采用抛光来达到产品表面光亮的需求。而企业采用什么样的抛光技术取决于企业的技术设备和产品成本的因素,下面就来介绍一下常见的三种抛光技术。 种是物理抛光,也就是用机器来抛光,优点是加工后的零件表面非常平整光滑,但是无法加工复杂零件,而且只能加工简易零件,这种方式适用于小的简单的不锈钢立柱零件抛光,比如不锈钢立柱的底座和上方。第二种,化学抛光。优点是设备投资少 有着良好的适应性和防腐蚀性,但是产品抛光后光亮度差,还需要配套设施,很多不锈钢护栏上非标的零件都可以使用这种方式来抛光第三种,电化学抛光 优点是污染少,工艺简单稳定,同时操作简单,成本低,缺点也很明显,设备投入资金要求大,需要大量配套设施,所以适合大批量生产来降低生产成本,常见于不锈钢护栏标准件批量抛光。




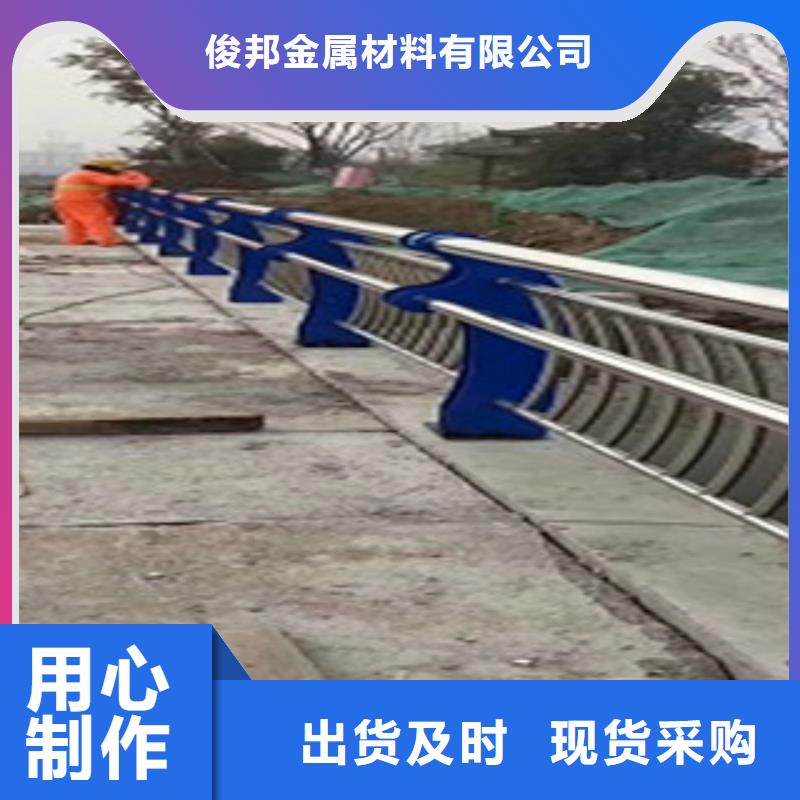
我司是一家面向全国客户销售批发: 不锈钢复合管栏杆、 不锈钢复合管栏杆, 不锈钢复合管栏杆等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。

