

为了让您更地了解我们的【精密管】圆钢精工打造,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:【精密管】圆钢精工打造的图文介绍


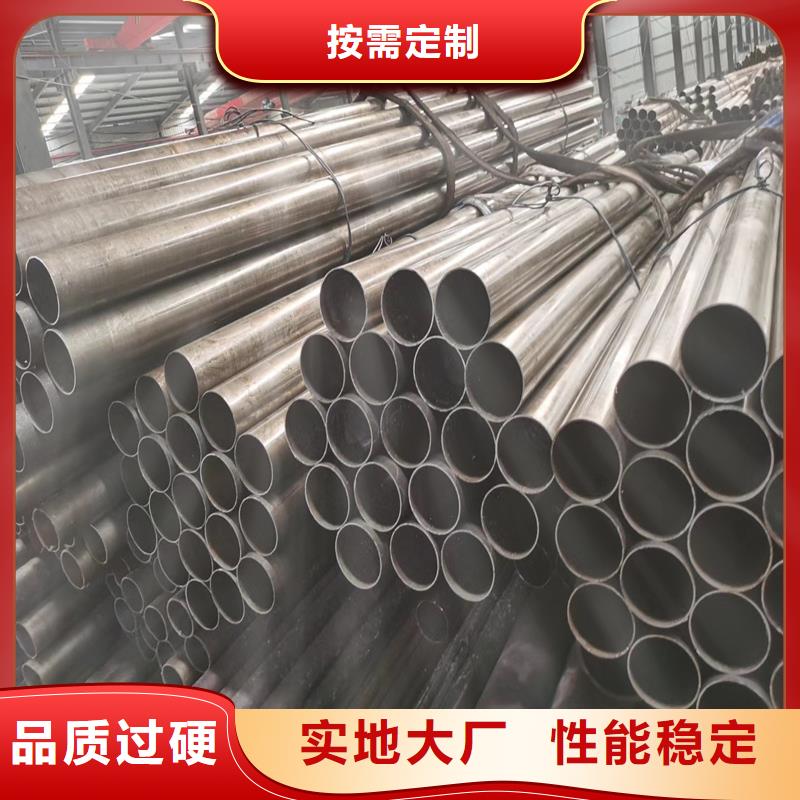
热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。 热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。




青海亚广金属有限公司位于开发区汇通金属物流园。是一家致力研发生产销售 精密钢管为一体的厂家。主要产品有: 精密钢管等。公司一贯坚持“质量先行,顾客至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,多次被评为:“重质量,守信誉”的企业,竭诚与国内外商家双赢合作,共同发展,共创辉煌!竭诚期待你的来电!06358883230


从精密管现货端来看,商家报价稳中趋弱运行,精密管市场交投氛围尚可,有不少下游刚需低价买货的,精密管整体成交较前几日有所改善;从需求端来看:终端采购节奏偏缓,贸易商对后市缺乏信心,节前备货意愿不强,现货库存累积。综合来看,预计周末精密管价格弱稳调整。
本周全国市场精密管价格稳中窄幅偏弱运行,周四盘面大幅回落,市场行情整体价格稳中弱调运行,本周宏观面支撑减弱,美联储加息按下“暂停键”,尽管10月份没有继续加息,但是货币政策将在2024年之前显著收紧,且年内还有继续加息的可能,也反映出明年美联储降息幅度可能将不及市场预期,市场避险情绪升温,国内精密管政策频发,个别一线城市也调整限购政策,利好楼市,但短期效果不明,原料端虽然短期有所下调,但后续钢厂节前备货和低库存的背景下,精密管产量下周难有降低,原料跌价幅度有限,对精密管支撑仍存,终端需求9月下半旬虽然好转幅度有限,但下周双节到来市场也有备货预期,从往年成交量跟踪来看对需求不度悲观,预计下周整体精密管行情震荡运行,建议谨慎操作。






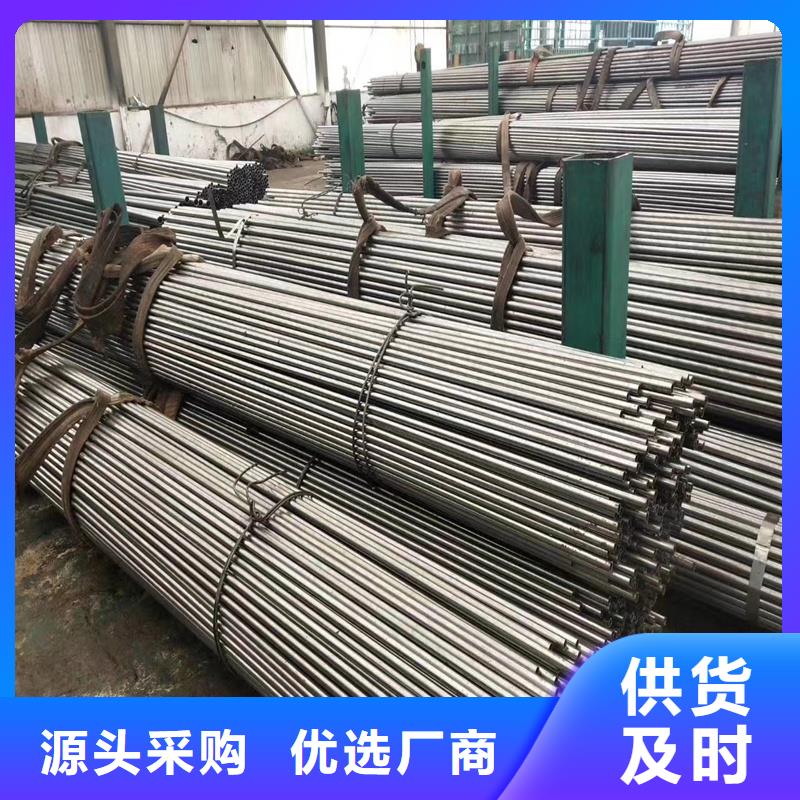
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。 精密管开发企业房屋施工面积为634261万平方米,同比增长5.8%,房屋新开工面积43425万平方米,同比增长21.4%,增速较精密管市场的异常火,引起了监管层对于去过剩产能受阻以及楼市加杠杆的担忧。在此背景下,继一线城市之后,许多二线城市也陆续开始对精密管进行调控,通过限购和限价等方式收紧产业政策。受此影响,楼市的过热状态难以持续,未来仍将在庞大的 库存压制下回归疲弱的基本面,进而对精密管中长期需求形成制约。 随着精密管报价维持弱稳而精密管价格继续下行,即便铁矿石价格亦有下滑,钢厂冶炼利润仍然遭到大幅压缩,甚至有部分钢厂已再度陷入亏损经营的状态。虽然国内精密管产量已接近峰值,钢厂普遍开始通过调低矿石入炉品位及电炉生产时间来降低铁水产出,但由于前期已投入了高昂的复产成本,在亏损尚不严重的前提下,短期内钢厂减产空间有限,精密管供应收缩进程料将较为缓慢。与此同时,钢厂对精密管调涨的抵触情绪渐增,而目前定价权仍掌握在钢厂手中,则随着精密管采购价格在钢厂的打压下再度回落,将为精密管创造出进一步的下行空间。





精密管近期技术进行改革,没有做什么宣传,不过正好我们的新技术也研究成功了。现在产品终于可以成功用于油气管道的运输了。大家都知道油气管道的要求非常的高,不仅需要密封性好,还要不会生锈,并且有利于液体的长距离运输。以前我们在前两个特点都能够满足,但是适于长途运输很难做到。所以经过近一年的研究,终于攻破了这项难题。 精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
