

我们精心制作的异型管【扇型钢管】精工制作产品视频已经准备就绪,【解锁新品!】异型管【扇型钢管】精工制作产品视频,带你穿越新品体验之旅!
以下是:异型管【扇型钢管】精工制作的图文介绍
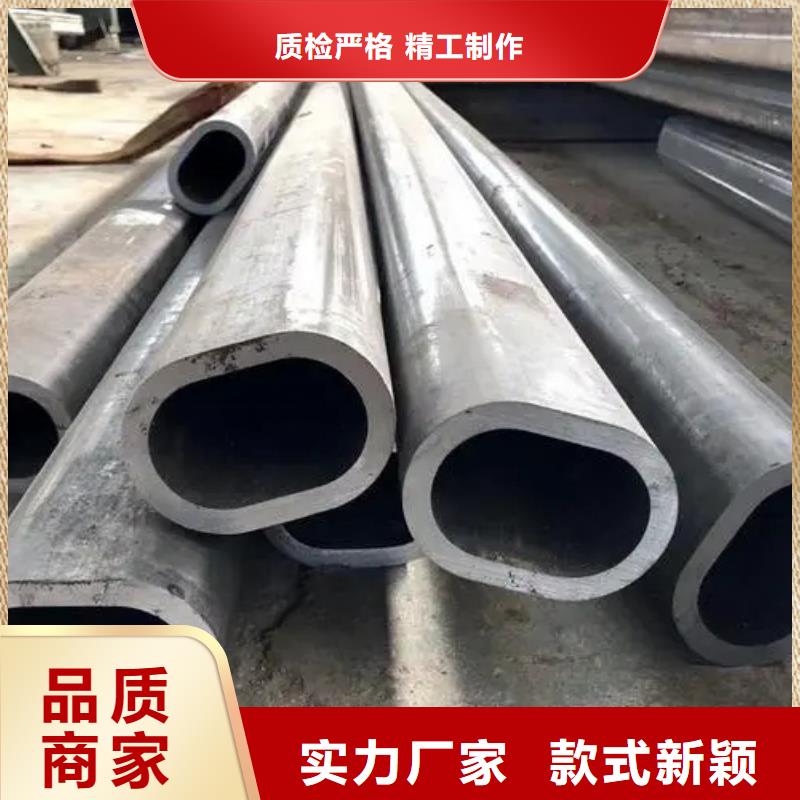
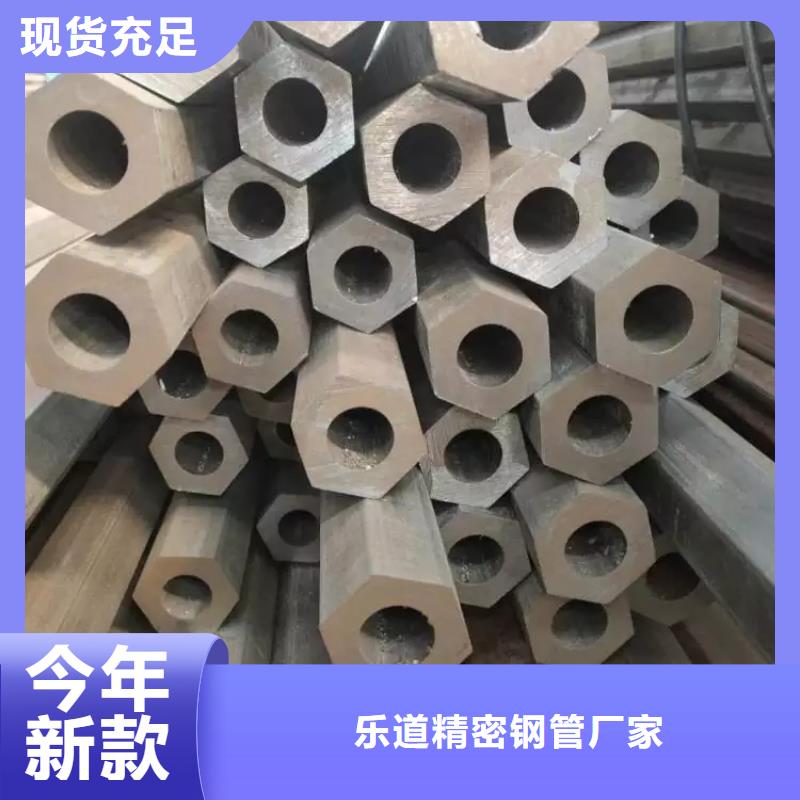
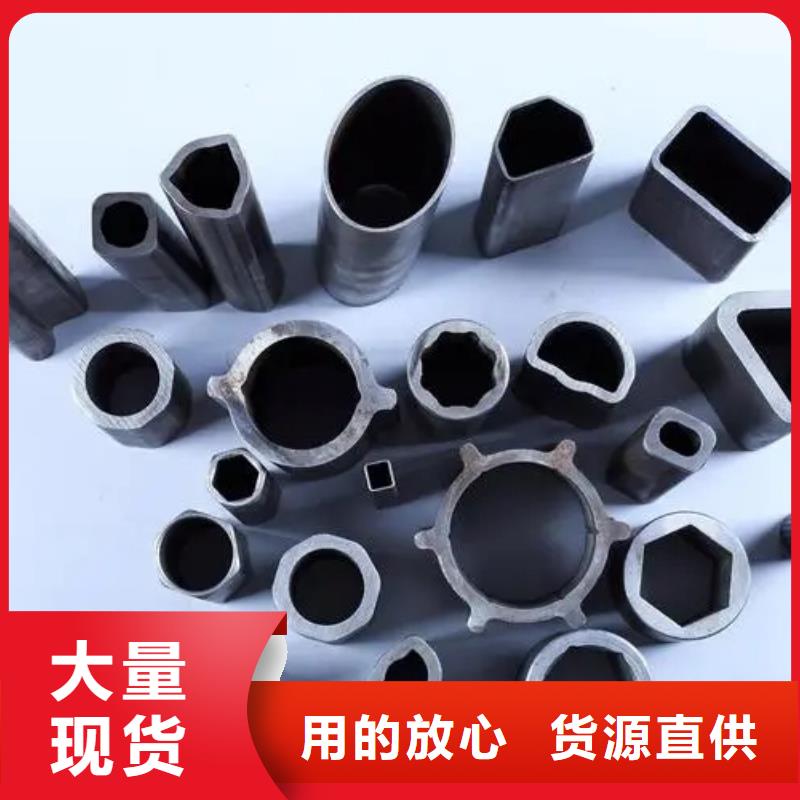
扇型管基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.



异型管普遍用以各类零部件、工具和机械部件。和不锈钢圆管相比,通常常有较大的惯性矩和横截面模数,有较大的抗弯强度抗扭能力,能够大大减少构造重量,节省钢才。
异型管的发展方向主要是产品种类的发展方向,涉及截面样子、材料和特性。挤压成型法、斜模轧法和冷拔法是生产制造异型管的合理方式,它适用生产制造各类截面和材料的管材。以便能生产制造品种齐全的异型管,还必需有着各种生产制造方式。20世纪90年代,在我国在原先只能冷拔的基础上,又开发设计出辊拔、挤压成型、液压、旋轧、旋压、连轧、旋转锻造和无模拔等各种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。




异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。


异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。




